
2026-06-04
Выбор между пластиковыми и ламинатными тубами определяет не только внешний вид конечного продукта, но и конфигурацию всей производственной линии. Для инженеров и технологов, отвечающих за закупку тубонаполнительная машина, это решение становится фундаментом рентабельности проекта на ближайшие 5–7 лет. Ошибка в определении типа упаковки на этапе проектирования цеха ведет к необходимости полной замены дозирующих узлов или даже всего агрегата, что означает простой производства и прямые финансовые потери. В нашей практике мы неоднократно сталкивались с ситуацией, когда клиент заказывал универсальное оборудование «на вырост», пытаясь сэкономить наCAPEX, но в итоге получал линию, которая не обеспечивала герметичность шва на ламинате или деформировала жесткий пластик при захвате.
Рынок упаковки движется в сторону экологичности и барьерных свойств, однако технологические процессы для работы с этими материалами кардинально различаются. Пластик (PE, PP) требует термической сварки и точного контроля температуры губок запайщика, тогда как ламинат (PBL, ABL) нуждается в высокоточной ультразвуковой или индукционной запайке с предварительным удалением кислорода. Если вы планируете запуск новой линии в 2026 году, игнорирование этих физических различий приведет к браку до 15% на старте. Ниже мы разберем технические нюансы, которые влияют на выбор конкретного типа тубонаполнительная машина, опираясь на реальные кейсы внедрения в фармацевтике и косметике.
Главное заблуждение новичков в индустрии упаковки — считать, что разница лишь в материале стенки. На самом деле, критическое различие кроется в методе формирования хвостовой части тубы. Для полиэтиленовых (пластиковых) туб стандартом является термосварка. Здесь тубонаполнительная машина использует нагревательные элементы (губки), которые расплавляют внутренний слой полимера и под давлением соединяют края. Этот процесс требует идеального баланса между температурой нагрева (обычно 140–160°C) и временем охлаждения. Если температура слишком низкая, шов будет слабым и потечет при транспортировке; если слишком высокая — материал истончится и лопнет, либо туба деформируется, потеряв товарный вид.
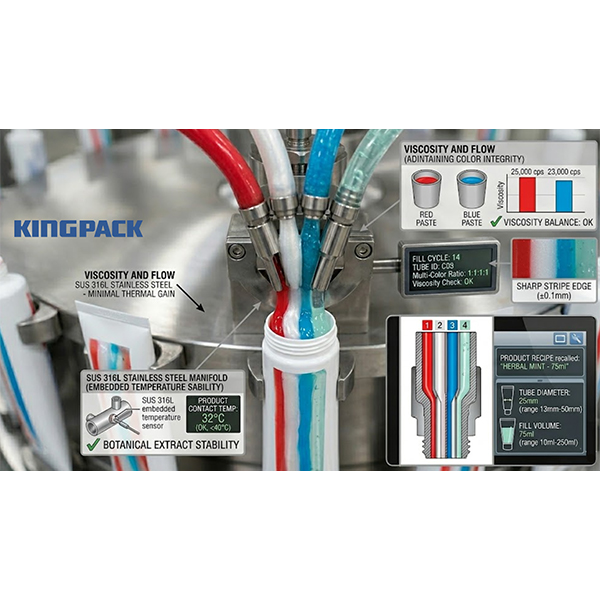
В случае с ламинатными тубами ситуация сложнее. Ламинат представляет собой многослойную структуру (часто 5–7 слоев), включающую алюминиевую фольгу или металлизированную пленку для защиты от света и кислорода. Простая термосварка здесь не работает эффективно из-за наличия барьерного слоя. Современные линии используют два основных метода: ультразвуковую сварку или сварку горячим воздухом с последующим обжатием. Ультразвуковой метод, который часто реализует передовая тубонаполнительная машина, создает вибрацию на молекулярном уровне, сплавляя внутренние слои без перегрева внешних декоративных слоев. Это критически важно для туб с яркой офсетной печатью, так как исключает риск оплавления краски.
Один из наших клиентов, производитель зубных паст в Восточной Европе, столкнулся с проблемой микротрещин на шве ламинатных туб. После аудита выяснилось, что их старое оборудование использовало устаревший метод термоимпульсной сварки, который не учитывал изменение толщины алюминиевого слоя в разных партиях туб. Замена узла запайки на ультразвуковой модуль решила проблему, снизив процент брака с 8% до 0.3%. Это подтверждает тезис: тип материала диктует технологию соединения, и компромиссы здесь недопустимы. При выборе оборудования обязательно запрашивайте тестовую запайку именно вашего типа тубы, а не демонстрацию на «стандартном образце».
Еще один важный аспект — система подачи туб. Пластиковые тубы, особенно большого диаметра, обладают высокой упругостью и могут выскакивать из гнезд транспортера при высокой скорости линии. Ламинатные тубы более податливы, но склонны к сминанию при неправильной настройке прижимных лапок. Современная автоматика должна адаптировать усилие захвата в реальном времени. Игнорирование этого параметра приводит к тому, что туба перекосится в момент входа в зону наполнения, и сопло дозатора испачкает горловину, что сделает невозможным качественную герметизацию.
При оценке экономической эффективности линии нельзя смотреть только на цену самой тубонаполнительная машина. Необходимо учитывать скорость цикла, энергопотребление и стоимость расходных материалов. Пластиковые тубы традиционно дешевле в закупке, но требуют больше энергии на этапе запайки из-за необходимости прогрева массивных губок. Ламинатные тубы дороже, но позволяют достигать более высоких скоростей вращения ротора благодаря меньшему весу и быстрому циклу ультразвуковой сварки (доли секунды против нескольких секунд термоконтактного метода).
Ниже приведена детальная таблица сравнения ключевых параметров для двух типов упаковки в контексте эксплуатации оборудования:
| Параметр сравнения | Пластиковые тубы (PE/PP) | Ламинатные тубы (PBL/ABL) |
|---|---|---|
| Метод запайки | Термическая сварка (нагрев + давление). Требует стабильного источника тепла и времени на охлаждение. | Ультразвуковая или индукционная сварка. Мгновенное соединение, отсутствие внешнего нагрева. |
| Максимальная скорость линии | До 200–240 шт./мин (для моноблоков). Ограничена временем цикла остывания шва. | До 300–400 шт./мин. Высокая скорость возможна благодаря отсутствию фазы активного охлаждения. |
| Барьерные свойства | Низкие. Проницаемы для газов и ароматов. Требуют многослойного коэкструдированного пластика для улучшения. | Высокие (особенно ABL с алюминием). Полная защита от света, кислорода и влаги. Идеально для активных ингредиентов. |
| Требования к точности позиционирования | Средние. Допускается небольшой люфт благодаря пластичности материала при сварке. | Критически высокие. Смещение на 0.5 мм может привести к попаданию продукта в шов и нарушению герметичности. |
| Энергопотребление узла запайки | Высокое. Постоянный нагрев ТЭНов даже в режиме ожидания. | Низкое. Энергия потребляется только в момент импульса сварки. |
| Риск ожога печати | Высокий при нарушении температурного режима губок. | Минимальный. Ультразвук воздействует только на внутренние слои. |
Выбор в пользу того или иного варианта зависит от продукта. Если вы фасуете простой увлажняющий крем масс-маркет сегмента, пластиковые тубы на высокоскоростной линии с термосваркой будут наиболее рентабельны. Однако для сывороток с ретинолом или лекарственных мазей, чувствительных к окислению, ламинатные тубы являются безальтернативным вариантом. В этом случае тубонаполнительная машина должна быть оснащена системой азотной продувки (nitrogen flushing) перед запайкой, чтобы вытеснить кислород из головки тубы. Без этой функции даже самый дорогой ламинат не спасет продукт от деградации.
Важно отметить, что переход с пластика на ламинат (или наоборот) на существующей линии часто невозможен без серьезной модернизации. Нельзя просто «перенастроить» машину. Требуется замена всего узла запайки, часто — изменение геометрии подающих звездочек и конвейерных цепей. Именно поэтому компания ООО Уси Цзинпай Машина, являясь национальным предприятием в сфере высоких технологий с более чем 20-летним опытом, рекомендует заказчикам четко определять стратегию упаковки на 5 лет вперед перед заказом оборудования. Их полностью автоматические машины для розлива и запечатывания туб спроектированы с учетом модульности, что позволяет в некоторых конфигурациях менять типы запайки, но это требует предварительного инженерного согласования.
Хотя тема статьи посвящена типу тубы, нельзя игнорировать взаимосвязь «упаковка – продукт». Вязкость наполнителя напрямую влияет на требования к точности дозирования и, следовательно, к конструкции тубонаполнительная машина. Пластиковые тубы имеют жесткую форму и не сжимаются в процессе наполнения, что позволяет использовать поршневые дозаторы высокого давления для густых продуктов (зубные пасты, клеи). Ламинатные тубы, особенно пустые, могут слегка деформироваться под давлением сопла, если не обеспечена правильная поддержка снизу (bottom support).
При работе с низко вязкими жидкостями (лосьоны, гели для душа) в ламинатных тубах возникает риск разбрызгивания при входе струи в узкое горлышко. Здесь критически важна технология «снизу-вверх» (bottom-up filling), когда сопло погружается в тубу и поднимается по мере заполнения. Для пластиковых туб эта опция менее критична, но желательна для снижения пенообразования. Ошибка в подборе типа сопла приводит к тому, что продукт попадает на плечики тубы (shoulder area). В случае с пластиком это можно стереть, но на матовой поверхности ламината любое пятно жира или геля останется навсегда, делая упаковку браком.
Мы наблюдали случай на производстве бытовой химии, где попытка заполнить густой абразивный скраб в тонкостенную ламинатную тубу на машине, настроенной под пластик, привела к разрыву шва у 30% партии. Давление поршня было избыточным для структуры ламината в момент пиковой нагрузки. Решение потребовало установки сервоприводов на дозирующий цилиндр для плавного разгона и торможения поршня, а также усиления поддержки дна тубы механическими толкателями. Это подчеркивает: тубонаполнительная машина должна рассматриваться как единая система взаимодействия механики, пневматики и реологии продукта.
Для фармацевтических применений, где используются предварительно стерилизованные тубы, требования ужесточаются. Оборудование должно работать в классе чистоты ISO 7 или ISO 8. Здесь преимущество часто отдается пластиковым тубам из-за возможности их стерилизации паром или газом, однако современные ламинатные тубы также поставляются в стерильном исполнении. В таких проектах компания ООО Уси Цзинпай Машина предлагает решения из нержавеющей стали SUS316L с полировкой Ra≤0.4, соответствующие стандартам GMP. Их оборудование прошло сертификацию CE и ISO9001, что является обязательным требованием для выхода на рынки Евросоюза и стран СНГ.
Расчет ROI (возврата инвестиций) для линии розлива в тубы должен включать не только стоимость оборудования, но и стоимость владения (TCO). Пластиковые тубы дешевле на 20–30% по сравнению с ламинатными, но процент отходов при переналадке линии (changeover) у них выше. Смена цвета или диаметра пластиковой тубы требует длительной стабилизации температуры губок, в течение которой производится брак. Ламинатные линии с цифровым управлением нагревом и ультразвуком выходят на режим быстрее.
Частота переналадок — еще один фактор. Если ваш контрактный производитель фасует 50 разных SKU в месяц, вам нужна машина с быстрым изменением формата (quick changeover). Современные модели позволяют менять звездочки и направляющие за 15–20 минут без использования инструментов. Для старых моделей этот процесс занимал до 2 часов. Потеря двух часов производства каждый день съедает всю экономию на дешевых тубах. Поэтому при выборе тубонаполнительная машина обращайте внимание на систему быстрой смены форматов и наличие в комплекте дополнительных комплектов звездочек.
Также стоит учитывать тенденцию к устойчивому развитию (sustainability). Глобальные бренды все чаще отказываются от многослойного ламината с алюминием (ABL) из-за сложности переработки, переходя на моно-материалы (PE-ламинаты) или усовершенствованный пластик. Оборудование, которое вы покупаете сегодня, должно быть готово работать с тубами будущего. Универсальные машины, способные обрабатывать как классический PE, так и новые эко-ламинаты, стоят дороже на этапе покупки, но защищают ваши инвестиции от морального устаревания. Поставка оборудования ООО Уси Цзинпай Машина в 68 стран мира подтверждает, что гибкость и адаптивность решений являются ключевым фактором успеха на международных рынках.
Не забывайте про обслуживание. Узлы термосварки пластиковых туб требуют регулярной очистки от нагара, что останавливает линию. Ультразвуковые генераторы для ламината практически не требуют обслуживания, кроме периодической проверки амплитуды. Простой линии стоимостью $500 в час из-за чистки губок может стоить десятки тысяч долларов в год. В долгосрочной перспективе надежность узла запайки часто перевешивает разницу в цене сырья.
Современная тубонаполнительная машина не может функционировать без встроенной системы контроля качества. Человеческий глаз не способен отследить микротрещины в шве или отсутствие крышки на скорости 200 туб в минуту. Обязательным стандартом для линий среднего и высокого класса является установка камер машинного зрения (vision systems) после узла запайки и укупорки.
Система должна проверять:
Если система обнаруживает дефект, механизм отбраковки (rejector) должен мгновенно удалить тубу с конвейера. Важно, чтобы удаление происходило до попадания в картонную коробку, иначе вся партия может быть забракована на этапе финальной инспекции. В нашей практике был случай, когда отсутствие датчика контроля наличия крышки привело к отзыву партии косметики из розничной сети, так как незакрученные колпачки вызвали протечку в транспортной таре. Убытки превысили стоимость самой линии в три раза.
Интеграция этих систем требует грамотного программирования ПЛК (программируемого логического контроллера). Оборудование от ведущих производителей, таких как ООО Уси Цзинпай Машина, поддерживает индивидуальные решения для интеллектуальных производственных линий, включая подключение к SCADA-системам завода и передачу данных в ERP-систему в реальном времени. Это позволяет отслеживать OEE (общую эффективность оборудования) и планировать превентивное обслуживание.
Технически это возможно только на специализированных гибридных моделях высокого класса, где узел запайки является сменным модулем. В стандартной конфигурации машина заточена под один тип сварки (термо или ультразвук). Попытка универсализации без смены hardware приведет к нестабильному качеству шва. Мы рекомендуем выбирать машину под основной объем продукции, а для экспериментальных партий использовать ручные или полувтоматические стенды.
Для рентабельной работы полностью автоматической тубонаполнительная машина экономический минимум составляет от 50 000 до 100 000 штук одного формата в месяц. Ниже этого порога время на переналадку (changeover) съедает до 40% полезного фонда рабочего времени. Для малых серий (< 20 000 шт.) целесообразнее использовать полуавтоматические столы с ручной подачей туб, где оператор сам контролирует каждый цикл.
Переход с круглого сечения на овальное (или плоское) требует замены всех транспортно-подающих элементов: загрузочного бункера, ориентирующего устройства, транспортных звездочек и цепей конвейера. Это не быстрая переналадка, а полноценная конверсия линии, занимающая от 4 до 8 часов работы сервисных инженеров. Заранее заказывайте дополнительные комплекты звездочек у производителя оборудования, чтобы избежать простоев в ожидании доставки из Китая или Европы.
Да, при термосварке полиэтилена происходит локальное плавление полимера, что может сопровождаться выделением летучих органических соединений (ЛОС) и специфического запаха. Хотя объемы выбросов невелики, санитарные нормы (СанПиН) требуют наличия местной вытяжной вентиляции непосредственно над зоной запайки. Для ультразвуковой сварки ламината такие требования менее строгие, так как процесс идет без открытого нагрева.
Решение вопроса «пластиковые или ламинатные тубы» всегда вторично по отношению к вопросу «какой продукт мы упаковываем и для какого рынка». Начните с анализа свойств вашего продукта: чувствителен ли он к свету? Какой у него срок годности? Затем оцените бюджет на упаковку и ожидаемые объемы продаж. Только после этого выбирайте тип тубы и под него подбирайте тубонаполнительная машина.
Избегайте соблазна купить самое дешевое оборудование без сервиса. Поломка уникального узла запайки может остановить завод на недели, если запчасти нужно везти через полмира. Отдавайте предпочтение поставщикам с локальными складами запчастей и сервисными инженерами в вашем регионе. Компания ООО Уси Цзинпай Машина предоставляет клиентам стабильные, эффективные и интеллектуальные комплексные решения, поддерживая связь на всех этапах жизненного цикла оборудования. Их опыт работы в фармацевтической, косметической и пищевой промышленности гарантирует, что вы получите не просто станок, а технологически выверенное решение.
Проверьте наличие сертификатов соответствия вашим национальным стандартам (ГОСТ, EAC, CE). Убедитесь, что материал контактных частей (SUS304/SUS316L) соответствует требованиям безопасности вашей отрасли. Запросите видео работы машины именно с тем типом тубы, который планируете использовать, а не общую презентацию. Реальная производительность и качество шва видны только в динамике, под нагрузкой.
Инвестиции в правильную упаковочную линию окупаются за счет снижения брака, уменьшения потерь продукта и повышения скорости выхода на рынок. Не экономьте на этапе проектирования. Свяжитесь с нами сегодня для получения детальной консультации и расчета технико-экономического обоснования для вашего проекта. Правильно подобранная тубонаполнительная машина станет сердцем вашего производства, обеспечивая бесперебойный выпуск качественной продукции на протяжении десятилетий.