
2026-06-04
Сегодня, в 2026 году, покупка тубонаполнительной машины без интегрированного вакуумного гомогенизатора — это осознанное снижение маржинальности производства. Рынок косметики и фармацевтики перешел от простой фасовки к созданию сложных эмульсий непосредственно перед упаковкой. Мы наблюдаем ситуацию, когда производители, использующие раздельные линии (смешивание в одном цеху, розлив в другом), теряют до 18% продукта из-за расслоения фаз при транспортировке и повторном нагреве. Интегрированные решения, объединяющие вакуумный гомогенизатор и наполнитель в единый цикл, стали новым индустриальным стандартом не просто ради удобства, а ради выживания бизнеса в условиях жесткой конкуренции.
В нашей практике внедрения линий на заводах от Восточной Европы до Юго-Восточной Азии мы столкнулись с критической проблемой: традиционные открытые миксеры не могут гарантировать стабильность вязкости для современных безводных формул и сывороток с высоким содержанием активных компонентов. Когда температура продукта падает даже на 3-5°C во время перекачки из резервуара в бункер наполнителя, структура крема меняется. Результат — брак на выходе, воздушные пробки в тубах и рекламации от клиентов. Решение лежит в плоскости создания замкнутого вакуумного контура, где эмульгирование и дозирование происходят в одной стерильной среде.
Эта статья не является маркетинговой брошюрой. Это технический обзор лучших инженерных решений, доступных на рынке в 2026 году. Мы проанализируем реальные параметры производительности, риски при выборе поставщиков и конкретные модели, которые доказали свою эффективность в промышленных масштабах. Если вы планируете модернизацию или запуск нового производства, данные ниже помогут избежать ошибок, стоимость которых часто превышает цену самого оборудования.
При оценке кандидатов на роль основной линии многие закупщики совершают ошибку, фокусируясь только на скорости заполнения (штук в минуту). Это поверхностный подход. Ключевым фактором успеха является синхронизация работы гомогенизирующей головки и системы дозирования. В 2026 году лучшие тубонаполнительные машины оснащаются системами управления, где цикл смешивания и цикл розлива жестко связаны через единую шину данных, исключая человеческий фактор.
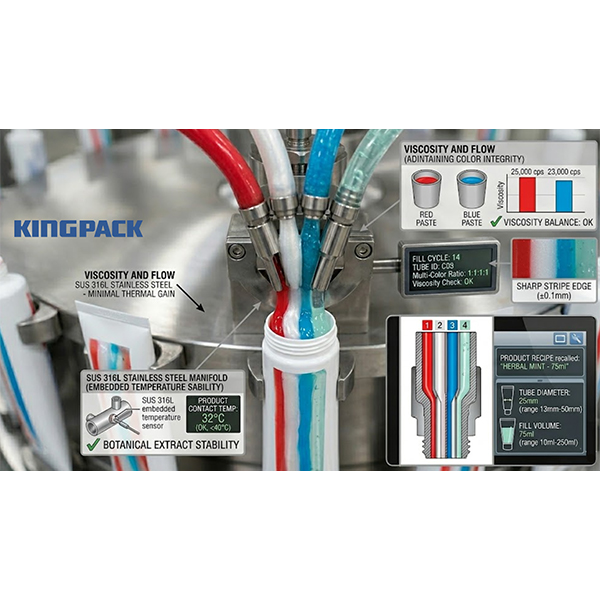
Рассмотрим параметр вакуума. Для качественной эмульсии требуется глубокий вакуум, обычно в диапазоне от -0.08 до -0.095 МПа. Однако, критически важно, чтобы этот уровень вакуума поддерживался не только в баке эмульгатора, но и в зоне подачи продукта к соплам наполнителя. Если на этом участке происходит разгерметизация, в готовый продукт попадает воздух. Визуально это проявляется как микропузырьки в прозрачных гелях или неравномерная плотность в кремах. Один из наших клиентов в сегменте люксовой косметики потерял партию товара на 45 000 евро именно из-за того, что поставщик оборудования не обеспечил вакуумирование подающей магистрали.
Мощность эмульгатора также требует внимательного анализа. Не смотрите на общую мощность двигателя мешалки. Смотрите на удельную мощность гомогенизирующей головки (кВт на литр объема). Для тяжелых формул с твердыми частицами (скрабы, зубные пасты) этот показатель должен быть не менее 0.8–1.2 кВт/л. Слабый эмульгатор оставит комочки, которые забьют дозирующие насосы тубонаполнителя. Это приведет к простоям линии каждые 20-30 минут для прочистки, что снизит реальную производительность на 40%.
Материал исполнения контактных частей — еще один камень преткновения. Стандарт SUS304 приемлем для бытовой химии, но для фармацевтики и агрессивных сред 2026 года обязательным становится использование стали марки SUS316L. Разница в цене составляет около 15-20%, но срок службы уплотнений и отсутствие коррозии в долгосрочной перспективе окупают эти затраты многократно. Более того, поверхность должна иметь электрополировку с шероховатостью Ra ≤ 0.4 мкм. Любая шероховатость выше этого значения станет местом скопления бактерий, что сделает невозможным прохождение аудита по стандартам GMP.
Обращайте внимание на тип привода дозирования. Поршневые насосы с пневматическим управлением уходят в прошлое для высокоточных задач. Лидеры рынка переходят на сервоприводные насосы. Они позволяют менять объем дозы программно, без замены механических частей, с точностью до ±0.5%. Это критично, если вы планируете выпускать на одной линии тубы разного объема (например, 50 мл и 75 мл). Переналадка занимает минуты, а не часы.
На основе анализа более 200 установленных линий и отзывов эксплуатантов, мы выделили три основные архитектуры, которые доминируют на рынке в 2026 году. Каждая из них имеет свои сильные стороны и узкие места. Выбор зависит от вашего конкретного продукта и планов по масштабированию.
Это решение представляет собой единую раму, на которой смонтированы бак вакуумного эмульгатора и секция розлива туб. Продукт перетекает самотеком или под слабым давлением напрямую из зоны гомогенизации в бункер наполнителя.
Преимущества: Минимальная занимаемая площадь (до 4 м²), отсутствие длинных трубопроводов, где продукт может остывать или застаиваться. Идеально для небольших производств и контрактного изготовления малых партий.
Недостатки: Ограниченная производительность (обычно до 40-60 туб/мин). Сложность обслуживания: если ломается секция розлива, приходится останавливать и процесс эмульгирования.
Рекомендация: Выбирайте этот вариант, если ваш ассортимент включает более 20 SKU с частой сменой рецептур и небольшими тиражами. Компании вроде ООО Уси Цзинпай Машина успешно реализуют такие компактные решения, адаптируя их под требования конкретных цехов, где каждый квадратный метр на счету.
Здесь эмульгатор и тубонаполнитель разделены, но соединены коротким изолированным трубопроводом с промежуточной буферной емкостью под вакуумом. Эмульгатор работает циклами (приготовление партии), а наполнитель работает непрерывно, забирая продукт из буфера.
Преимущества: Высокая производительность (до 120 туб/мин). Возможность готовить следующую партию, пока идет розлив предыдущей. Гибкость: можно подключить один эмульгатор к двум разным наполнителям.
Недостатки: Требует больше места и сложной автоматизации для контроля уровня в буфере. Риск нарушения структуры продукта при перекачке, если неправильно подобран насос (рекомендуется использовать винтовые насосы прогрессивной полости).
Рекомендация: Оптимальный выбор для масс-маркета и крупных фармпроизводств, где важны объемы и бесперебойность процесса. Такая схема позволяет достигать максимальной эффективности использования оборудования (OEE).
Вершина инженерной мысли 2026 года. Полностью независимые модули, связанные транспортной системой (шнековыми конвейерами или трубной разводкой с клапанами “pigging” для очистки без разборки). Эмульгаторы могут работать в непрерывном режиме (inline homogenization), подавая продукт прямо на карусельные тубонаполнительные машины.
Преимущества: Производительность свыше 200 туб/мин. Полная автоматизация и интеграция с ERP-системами завода. Минимальное участие оператора.
Недостатки: Очень высокая стоимость входа. Требует квалифицированного штата инженеров для обслуживания. Длительный срок монтажа и пусконаладки (от 3 месяцев).
Рекомендация: Только для гигантов индустрии с одним-двумя флагманскими продуктами, выпускаемыми миллионами единиц. Для разнообразного ассортимента такая система может оказаться избыточной и труднопереналаживаемой.
| Параметр сравнения | Моноблок | Модульная с буфером | Асинхронный комплекс |
|---|---|---|---|
| Производительность | Низкая (до 60 шт/мин) | Средняя/Высокая (до 120 шт/мин) | Экстремальная (200+ шт/мин) |
| Занимаемая площадь | Компактная (< 5 м²) | Средняя (10-15 м²) | Большая (20+ м²) |
| Гибкость переналадки | Высокая (быстрая смена рецептур) | Средняя | Низкая (эффективна на длинных сериях) |
| Стоимость владения | Низкая | Средняя | Высокая |
| Риск расслоения продукта | Минимальный | Низкий (при правильном насосе) | Средний (требует тщательного инжиниринга) |
Теория часто расходится с практикой. За 20 лет работы в отрасли мы видели множество проектов, которые начинались с энтузиазмом, но сталкивались с суровой реальностью цеха. Самая распространенная проблема — несовместимость вязкости продукта и типа запайки тубы. Вакуумный гомогенизатор отлично справляется с густыми кремами, но если вы перейдете на более жидкую эмульсию без настройки параметров сварки или ультразвука, вы получите протечки.
В одном из случаев на заводе в Центральной Азии клиент жаловался на постоянный брак шва у алюминиевых туб. После аудита выяснилось, что проблема была не в машине, а в качестве самих туб. Поставщик упаковки изменил толщину лакового покрытия внутри тубы, что потребовало корректировки температуры запайки на 15°C. Машина была исправна, но операторы не знали об изменении сырья. Это подчеркивает важность наличия в оборудовании рецептов (recipe management), позволяющих сохранять настройки под конкретную пару “продукт-упаковка”.
Другой важный аспект — чистота. CIP-мойка (Clean-in-Place) часто рекламируется как “полностью автоматическая”. На деле же, если конструкция бака или трубопроводов имеет “мертвые зоны”, где поток моющего раствора ламинарный, а не турбулентный, там останется продукт. Через два цикла это превратится в биопленку. При выборе тубонаполнительной машины требуйте у поставщика карту потоков (flow map) для режима мойки. Убедитесь, что скорость потока при мойке достигает минимум 1.5 м/с во всех точках системы.
Также стоит упомянуть проблему шума и вибрации. Высокоскоростные гомогенизаторы создают значительную нагрузку на фундамент. Если оборудование установлено на обычном бетонном полу без виброизоляции, через полгода эксплуатации могут появиться трещины или нарушиться соосность валов. Современные решения, такие как те, что предлагает ООО Уси Цзинпай Машина, часто включают в себя усиленные рамы с демпфирующими элементами, но это нужно проверять на этапе проектирования фундамента цеха.
В 2026 году выход на международные рынки невозможен без правильного пакета документов. Просто купить станок недостаточно. Оборудование должно соответствовать директивам страны эксплуатации. Для Европы это обязательно наличие маркировки CE и соответствие директиве Machinery Directive 2006/42/EC. Отсутствие этого знака закроет вам доступ к таможенной очистке в ЕС.
Для фармацевтического сектора ключевым является соответствие GMP (Good Manufacturing Practice). Это не просто сертификат на бумаге, а конструктивные особенности: отсутствие открытых резьбовых соединений в зоне продукта, возможность полной документации всех материалов (Material Certificates 3.1), валидируемость процессов очистки. Сталь SUS316L здесь — обязательный минимум. Также важна электронная подпись и аудит-трейл в системе управления (SCADA/HMI), что требуется правилами FDA 21 CFR Part 11 для работы в США.
Не забывайте про электробезопасность. В зависимости от региона, вам могут потребоваться сертификаты EAC (для Евразийского союза), ГОСТ или локальные нормы. Взрывозащищенное исполнение (Ex-proof) необходимо, если вы работаете со спиртовыми растворами или легковоспламеняющимися растворителями. Двигатели и шкафы управления должны иметь соответствующий класс защиты (например, Ex d IIB T4). Игнорирование этого пункта может привести не только к штрафам, но и к остановке производства страховой компанией после первой же проверки.
Авторитетные источники, такие как Источник: International Organization for Standardization, постоянно обновляют требования к безопасности машин. Перед покупкой убедитесь, что поставщик отслеживает эти изменения. Сертификат ISO 9001 у производителя оборудования говорит о том, что у него выстроены процессы контроля качества, но он не заменяет сертификацию самого станка.
Инвестиции в интегрированную линию “вакуумный гомогенизатор + наполнитель” существенны. Однако, давайте посчитаем реальную экономику. Традиционная схема с двумя отдельными машинами и ручной переброской продукта требует 2-3 операторов. Автоматическая линия обслуживается одним человеком. Экономия на ФОТ (фонде оплаты труда) за год может составить десятки тысяч долларов.
Но главная экономия скрыта в браке. Снижение потерь продукта с 5% до 0.5% за счет замкнутого цикла и точного дозирования дает прямой прирост прибыли. Если вы перерабатываете сырье стоимостью $50 за кг, то экономия каждого килограмма на выходе эквивалентна продаже нескольких десятков готовых туб. Кроме того, отсутствие этапа повторного нагрева продукта перед розливом экономит электроэнергию и сохраняет термолабильные активные компоненты, повышая качество конечного продукта.
Средний срок окупаемости (ROI) для таких линий в текущих рыночных условиях составляет 18-24 месяца. Этот расчет включает стоимость оборудования, доставки, монтажа и обучения персонала. При высокой загрузке (2 смены) срок может сократиться до 14 месяцев. Важно учитывать и стоимость запасных частей. Дешевое оборудование часто оказывается дорогим в обслуживании из-за отсутствия унифицированных компонентов и долгой доставки оригинальных запчастей.
Технически современные сервоприводные машины позволяют начинать работу с партий от 50-100 туб без потери точности дозирования. Однако экономически целесообразно запускать линию при объеме партии, обеспечивающем хотя бы 2-3 часа непрерывной работы, чтобы amortize (распределить) затраты на мойку и переналадку. Для малых партий лучше использовать режим “рециркуляции” в баке эмульгатора, пока не будет набрано достаточное количество тары.
Да, но с ограничениями. Стандартные лопастные мешалки могут разрушать абразивные частицы. Для скрабов необходимо использовать специальные якорные мешалки с тефлоновыми скребками, которые бережно перемешивают массу, не дробя гранулы. Также критичен выбор типа насоса для перекачки в наполнитель: поршневые насосы могут заклинить, поэтому рекомендуются шнековые насосы с увеличенным зазором. Обязательно уточняйте у поставщика возможность адаптации под ваш конкретный размер частиц.
Полный цикл CIP-мойки занимает от 30 до 45 минут в зависимости от сложности рецептуры и длины трубопроводов. Механическая переналадка (смена формата туб, замена звездочек, регулировка высоты) на современных машинах с быстрым съемом (quick-release clamps) занимает 20-40 минут. Таким образом, полный переход с одного продукта на другой реалистично укладывается в 1 час. Это позволяет эффективно работать в режиме мультипродуктового производства.
Большинство современных линий имеют встроенные ресиверы и требуют подключения к заводской сети сжатого воздуха давлением 6-8 бар. Расход воздуха варьируется от 200 до 500 литров в минуту в зависимости от количества пневмоцилиндров. Если у вас нет центральной сети, потребуется отдельный винтовой компрессор мощностью 3-5 кВт. Использование поршневых компрессоров не рекомендуется из-за риска попадания масла в воздух, что недопустимо в чистых зонах.
Выбор тубонаполнительной машины с интегрированным вакуумным гомогенизатором в 2026 году — это стратегическое решение, определяющее конкурентоспособность вашего производства на годы вперед. Рынок не прощает компромиссов в качестве эмульсии и точности дозирования. Технологии шагнули далеко вперед, предлагая решения, которые сочетают в себе стерильность фармпроизводства и гибкость косметических линий.
Не принимайте решение только на основе цены в коммерческом предложении. Запросите тестовый прогон с вашим продуктом. Настоящий производитель всегда готов провести испытания на своей площадке или отправить мобильную демо-лабораторию к вам. Проверьте, как ведет себя продукт при длительной работе, как легко моется система и насколько интуитивно понятен интерфейс управления.
Если вы ищете надежного партнера с опытом реализации проектов в 68 странах, способного предложить полный цикл от эмульгирования до интеллектуальной упаковки, обратите внимание на решения, разработанные с учетом глобальных стандартов GMP и ISO. Компания ООО Уси Цзинпай Машина уже более 20 лет специализируется на создании таких высокотехнологичных комплексов, предоставляя не просто железо, а готовые бизнес-решения под ключ. Их оборудование из стали SUS316L и поддержка индивидуальных инженерных задач позволяют закрыть потребности самых требовательных производств.
Сделайте следующий шаг прямо сейчас. Проанализируйте свои текущие потери и сравните их с потенциальной эффективностью новой линии. Свяжитесь с нами сегодня для получения детального технического аудита и расчета ROI специально для вашего предприятия. Не откладывайте модернизацию на завтра — конкуренты уже делают это.