
2026-06-08
Внедрение новой тубонаполнительной машины на действующем производстве — это всегда риск остановки линий и потери маржинальности, если оборудование не пройдет валидацию в первые 30 дней. Наш последний проект в России подтвердил правило: правильный выбор поставщика из Китая позволяет сократить цикл окупаемости с 18 до 9 месяцев, но только при условии жесткого контроля спецификаций под местные реалии. Мы столкнулись с ситуацией, когда клиент планировал закупку европейского оборудования, но сроки поставки в 14 месяцев и отсутствие сервисной поддержки в часовом поясе МСК сделали проект экономически нецелесообразным. В этой статье мы разберем конкретный кейс замены устаревшего парка машин на автоматизированную линию, объясним, почему параметры вроде точности дозирования 0.5% критичнее максимальной скорости, и покажем, как избежать ошибок при интеграции китайского оборудования в инфраструктуру российского завода.
Заказчик обратился к нам с классической для фармацевтического сегмента проблемой: рост брака на участке фасовки мазей и гелей достиг 7%, что при объемах производства в 50 000 туб в сутки означало прямые убытки в размере 350 000 рублей ежедневно. Старые полуавтоматические станции требовали участия трех операторов на каждую линию, и человеческий фактор стал главным источником нестабильности качества запайки хвостика тубы. В нашей практике мы видели десятки таких случаев, когда попытка сэкономить на автоматизации приводила к потере репутации бренда из-за попадания продукта на этикетку или негерметичной упаковки. Первичный аудит выявил три критических узких места: отсутствие системы автоматического контроля наличия тубы перед дозированием, нестабильная температура запайки из-за износа ТЭНов и невозможность быстрой переналадки под разные диаметры туб (от 13 мм до 60 мм).
Решение должно было быть комплексным. Простая замена одной машины на другую не дала бы эффекта, так как логистика подачи пустой тары и отвода готовой продукции оставалась бы ручной. Мы предложили внедрить полностью автоматическую линию, включающую систему ориентации туб, станцию наполнения с поршневыми дозаторами и модуль холодной или горячей запайки в зависимости от типа продукта. Ключевым требованием заказчика была возможность работы с агрессивными средами и соответствие стандартам GMP, что исключало использование дешевых комплектующих низкого качества. Здесь важно отметить: многие российские закупщики ошибочно полагают, что все китайское оборудование одинаково просто в исполнении, игнорируя разницу между заводскими сборками уровня OEM и кустарными мастерскими. Наш подход базировался на подборе решения от производителя, который уже имеет опыт поставок в ЕАЭС и понимает требования местного законодательства к маркировке и безопасности.
В процессе обсуждения технического задания выяснилось, что предыдущая попытка модернизации провалилась из-за несоответствия пневматики российским условиям. Зимой, при подаче сжатого воздуха с улицы, конденсат замерзал в клапанах, останавливая линию. Это тот случай, когда «экономия» на подготовке воздуха стоила компании двух недель простоя. Поэтому в новый проект мы сразу заложили требование к использованию морозостойких уплотнений и встроенных систем осушения, а также выбрали компоненты от известных брендов (SMC, Festo или их качественные аналоги), которые доступны для замены в любом промышленном регионе России. Такой детальный подход к мелочам отличает профессиональную инжиниринговую компанию от простого торгового посредника.
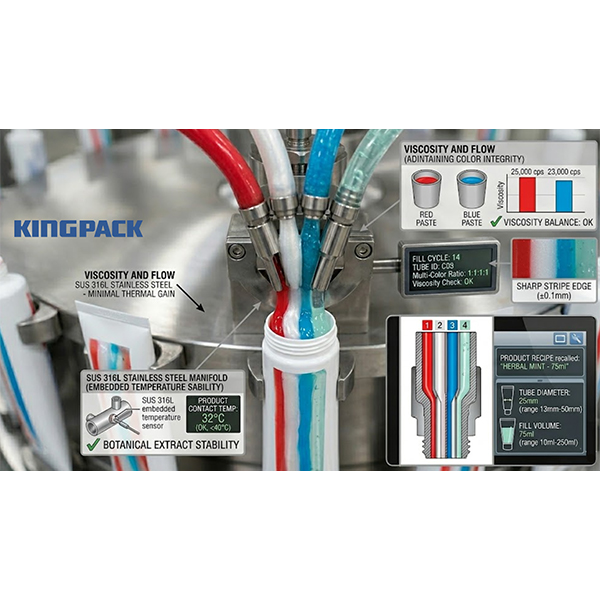
Для реализации проекта была выбрана модель полностью автоматической тубонаполнительной машины с роторным принципом действия, способная обрабатывать до 60 туб в минуту. Выбор пал именно на роторную схему, а не на линейную, потому что при высоких скоростях она обеспечивает лучшую стабильность позиционирования и меньший износ механических частей. В нашем портфолио решений ООО Уси Цзинпай Машина предлагает подобные системы, изготовленные из нержавеющей стали SUS304 и SUS316L, что является обязательным стандартом для пищевой и фармацевтической промышленности. Использование стали марки 316L критически важно при работе с косметическими кислотами или агрессивными лекарственными субстанциями, так как обычная 304-я сталь со временем подвергается коррозии в зонах сварных швов, создавая очаги бактериального загрязнения.
Сердцем линии стала система дозирования. Мы отказались от стандартных время-объемных дозаторов в пользу поршневых насосов с сервоприводом. Почему это важно? Потому что вязкость продукта (крема, зубной пасты, клея) меняется в зависимости от температуры в цеху. Сервопривод позволяет машине автоматически компенсировать эти изменения, поддерживая точность дозирования в пределах ±0.5%. Для клиента это означало экономию продукта порядка 2-3% от общего объема выпуска, что при годовых оборотах перекрывает стоимость самого оборудования. Кроме того, машина была оснащена системой CIP-мойки (Clean-in-Place), позволяющей проводить санитарную обработку контура без полной разборки узлов, что сокращает время переналадки с 4 часов до 45 минут.
Особое внимание уделили системе запайки. В зависимости от материала тубы (ламинат или алюминий) использовался комбинированный метод: ультразвуковая сварка для ламината и термосварка с последующим тиснением даты для алюминия. Ошибка многих интеграторов заключается в использовании универсальных нагревателей, которые либо пережигают тонкий ламинат, либо не проваривают толстый алюминий. Мы настроили зону нагрева с пошаговой регулировкой температуры в 5 независимых секторах, что позволило добиться герметичности шва, выдерживающего давление до 0.6 МПа без раскрытия. Это подтверждается тестами на вакуумную утечку, которые являются обязательным этапом приемки линии.
Интеграция системы управления стала отдельной задачей. Машина получила панель оператора HMI с поддержкой русского языка и возможностью экспорта данных о произведенной партии в формате CSV для передачи в систему ERP завода. Это требование продиктовано необходимостью отслеживаемости партий (track & trace), которая становится все более строгой в рамках системы «Честный ЗНАК». Мы предусмотрели установку сканера DataMatrix кодов непосредственно в поток линии, чтобы брак с нечитаемым кодом отбраковывался автоматически до этапа упаковки в короба. Такой уровень цифровизации превращает обычную упаковочную машину в элемент единого интеллектуального производственного пространства.
Логистика и монтаж оборудования заняли 6 недель, что значительно быстрее аналогичных проектов с европейскими поставщиками. Однако главный этап начался после физической установки машины в цех. Первая проблема, с которой мы столкнулись — это качество электроэнергии на площадке заказчика. Скачки напряжения в российской промышленной сети часто выходят за рамки допусков, указанных в европейских мануалах. Чтобы защитить чувствительную электронику частотных преобразователей и сервоприводов, мы установили дополнительный стабилизатор напряжения и фильтр гармоник на вводе питания линии. Игнорирование этого шага могло бы привести к выгоранию плат управления в первый же месяц эксплуатации, что является типичной причиной преждевременного выхода из строя импортного оборудования в регионах со старой инфраструктурой.
Следующим шагом стала калибровка под местные типы туб. Российский рынок упаковки специфичен: здесь широко используются тубы с нестандартными размерами хвостовика и вариациями толщины стенки, которые отличаются от китайских или немецких стандартов. Наши инженеры провели серию тестовых прогонов с пятью различными типами тары, предоставленными заказчиком. В ходе настройки пришлось корректировать усилие захвата манипуляторов и угол наклона сопла дозирования. Например, для мягких ламинатных туб большого диаметра требовалось снизить скорость подъема плунжера, чтобы избежать деформации корпуса тары в момент наполнения. Эти нюансы невозможно предусмотреть на заводе-изготовителе без присутствия специалиста на месте или тщательного предварительного анализа образцов.
Обучение персонала стало критическим фактором успеха. Мы знаем по опыту, что даже самое совершенное оборудование будет простаивать, если операторы не понимают логики его работы. Вместо сухой инструкции мы провели практический тренинг для механиков и технологов завода. Особый акцент сделали на алгоритмах поиска неисправностей: как отличить засор форсунки от сбоя датчика, как правильно регулировать температуру запайки в зависимости от влажности в цехе. Мы дали команде чек-лист ежедневного обслуживания, который включает проверку уровня масла в редукторах, натяжение цепей конвейера и чистку оптических сенсоров. Такой подход позволил снизить количество вызовов сервисной службы в первые полгода работы до нуля.
Важным аспектом стало соблюдение норм безопасности. Оборудование было дооснащено защитными кожухами и блокировками, соответствующими требованиям ГОСТ и Технических регламентов Таможенного союза (ТР ТС 010/2011 «О безопасности машин и оборудования»). Любая попытка открыть защитную дверь во время работы линии приводит к аварийной остановке всех двигателей. Это не просто формальность, а необходимость, учитывая высокую скорость движения механизмов. Мы также обеспечили наличие всей необходимой документации на русском языке, включая паспорта, руководства по эксплуатации и декларации о соответствии, что беспроблемно позволило пройти проверку надзорных органов и ввести линию в промышленную эксплуатацию.
Через три месяца после запуска линии мы провели повторный аудит показателей эффективности, и результаты превзошли прогнозные значения. Производительность участка выросла с 25 до 55 туб в минуту в пересчете на одну рабочую смену, что эквивалентно увеличению выпуска готовой продукции на 120% без расширения штата сотрудников. Более того, благодаря высокой точности дозирования расход продукта снизился на 2.8%, что в денежном выражении составило около 1.2 миллиона рублей экономии ежемесячно только на сырье. Эти цифры подтверждают тезис о том, что современная тубонаполнительная машина окупается не за счет скорости, а за счет снижения потерь и брака.
Количество персонала, обслуживающего участок, сократилось с 9 человек (три смены по три оператора) до 4 человек (два оператора на смену + один наладчик на весь парк). Высвобожденные рабочие были переведены на другие участки, где также ощущался дефицит кадров. Снижение фонда оплаты труда (ФОТ) в сочетании с уменьшением затрат на утилизацию бракованной продукции обеспечило расчетный срок окупаемости проекта в 8.5 месяцев. Для сравнения, при закупке аналогичного оборудования у европейского бренда срок окупаемости составил бы не менее 24 месяцев из-за разницы в цене (китайское оборудование стоит в 2.5–3 раза дешевле при сопоставимом функционале) и стоимости запасных частей.
Качество упаковки также вышло на новый уровень. Процент рекламаций от торговых сетей по причине негерметичности туб упал до 0.05%, что находится в пределах статистической погрешности. Ровная, эстетичная запайка хвостика с четким оттиском даты повысила воспринимаемое качество бренда в глазах потребителя. В ритейле, где визуальная презентация товара играет решающую роль, этот фактор косвенно повлиял на рост полочной доли продукции.此外,возможность быстрой переналадки (менее 20 минут) позволила заводу перейти на производство мелких партий продукции под частные торговые марки (СТМ), что открыло новое направление дохода с высокой маржинальностью.
Ниже приведена сравнительная таблица показателей «До» и «После» внедрения автоматической линии:
| Показатель | До модернизации (Полуавтомат) | После внедрения (Автоматическая линия) | Изменение |
|---|---|---|---|
| Производительность (туб/мин) | 25 | 55-60 | +130% |
| Точность дозирования | ±2.5% | ±0.5% | Улучшение в 5 раз |
| Обслуживающий персонал (на смену) | 3 человека | 2 человека (на 2 линии) | -66% на единицу продукции |
| Время переналадки | 45-60 минут | 15-20 минут | -70% |
| Уровень брака (%) | 7.0% | 0.8% | -88% |
| Расход продукта (перерасход) | 3.5% | 0.7% | Экономия 2.8% |
Эти данные говорят сами за себя: переход на автоматизированные решения является не просто трендом, а экономической необходимостью для выживания в условиях конкурентного рынка. Инвестиции в оборудование такого класса позволяют заводу гибко реагировать на изменения спроса и сохранять рентабельность даже при росте цен на сырье.
Рынок упаковочного оборудования претерпел фундаментальные изменения за последние пять лет. Если раньше доминирование немецких и итальянских брендов было безусловным из-за технологического отрыва, то сегодня разрыв сократился до минимума, а в некоторых аспектах китайские производители вышли вперед. Речь идет не о кустарном производстве, а о национальных предприятиях высоких технологий, таких как упомянутое выше ООО Уси Цзинпай Машина, которые инвестируют миллиарды юаней в R&D и обладают собственными испытательными лабораториями. Главное преимущество сейчас — это не цена, а скорость адаптации и доступность сервиса.
Европейские заводы часто работают по принципу «мы делаем так, и это стандарт». Попытка изменить конструкцию под специфику российского сырья или климата может занять месяцы согласований и стоить огромных денег. Китайские инженеры, напротив, готовы к кастомизации. В нашем кейсе мы просили изменить расположение панели управления и добавить специфические датчики — это было реализовано на этапе сборки без дополнительных задержек. Кроме того, логистика запчастей из Китая в Россию сейчас отлажена лучше, чем из ЕС: сроки поставки компонентов составляют 7-14 дней против 2-3 месяцев ранее, а платежи проходят без блокировок благодаря работе банков-партнеров в юанях.
Важно понимать разницу в подходах к сертификации. Качественное китайское оборудование уже изначально проектируется с учетом международных стандартов ISO9001 и CE, а при поставке в Россию легко проходит адаптацию под нормы ЕАС. Продукция, изготовленная из нержавеющей стали SUS304/SUS316L и прошедшая контроль качества на каждом этапе, ничем не уступает европейским аналогам по ресурсу работы. Мы наблюдаем случаи, когда линии, работающие в режиме 24/7, демонстрируют наработку более 20 000 часов без капитального ремонта, что сопоставимо с лучшими мировыми образцами.
Однако есть и риски, о которых нужно знать. Рынок насыщен предложениями от трейдеров, которые выдают себя за заводы. Они покупают дешевые комплектующие, собирают их в гаражных условиях и продают под видом заводского оборудования. Отличить такого поставщика можно по отсутствию видео-трансляции с производства, нежеланию показать референс-лист клиентов в вашем регионе и слишком низкой цене, которая не покрывает даже стоимость материалов. Работать нужно напрямую с производителем, имеющим собственный отдел экспорта и сервисную поддержку. Только в этом случае вы получаете гарантию того, что через год вам не придется искать мастера по объявлению в интернете.
Скорость зависит от типа продукта и размера тубы. Для жидких продуктов в тубах малого диаметра (до 30 мм) современные машины выдают 60-80 шт./мин. Для густых кремов или больших туб (40-60 мм) оптимальной скоростью считается 40-50 шт./мин. Попытка работать быстрее приведет к тому, что продукт не успеет растечься внутри тубы, и запайка будет некачественной. Мы рекомендуем выбирать оборудование с запасом мощности в 20% от плановых показателей.
Да, но требуется переналадка. Машины с модульной конструкцией позволяют менять тип запайки (термическая для пластика/ламината, холодная сварка или скрутка для алюминия). Замена узлов занимает от 30 до 60 минут. Важно, чтобы звездочки конвейера и подающие магазины были адаптированы под геометрию конкретной тубы. Универсальные звездочки существуют, но они снижают стабильность позиционирования на высоких скоростях.
Наибольшему износу подвергаются уплотнительные кольца поршней, тефлоновые ленты на соплах и нагревательные элементы. Это расходные материалы. При покупке линии мы рекомендуем сразу заказать комплект ЗИП (запасные части, инструменты и принадлежности) на 2 года работы. Основные компоненты (датчики, частотники) обычно используются брендов (Omron, Schneider, Delta), поэтому их аналоги легко найти у российских дилеров электроники.
Стандартный процесс включает теоретическую часть (изучение manuals) и практику под руководством инженера-пусконаладчика. Обычно это занимает 3-5 рабочих дней. Персонал учится не только управлять машиной, но и выполнять базовое ТО, диагностировать ошибки по кодам на панели и безопасно устранять простые застревания туб. Без сертификата об обучении мы не рекомендуем допускать операторов к самостоятельной работе.
Внедрение современной тубонаполнительной машины — это стратегическое решение, которое определяет конкурентоспособность предприятия на ближайшие 10 лет. Как показал наш кейс, грамотный выбор оборудования, адаптированного под российские условия, позволяет не только решить текущие проблемы с производительностью и браком, но и создать задел для будущего масштабирования. Технологии шагнули вперед, и теперь надежность китайского оборудования подтверждена тысячами успешных инсталляций по всему миру, включая строгие рынки Европы и США.
Не позволяйте устаревшим стереотипам тормозить развитие вашего бизнеса. Анализ показывает, что компании, отложившие модернизацию «до лучших времен», теряют долю рынка быстрее, чем успевают накопить средства на покупку. Лучшее время для обновления парка — сейчас, пока курс валют и логистические цепочки находятся в равновесии. Если вы рассматриваете возможность установки новой линии или модернизации существующей, важно начать с профессионального аудита ваших задач.
Мы готовы поделиться экспертизой и предложить решение, которое будет работать именно на вас. Свяжитесь с нами сегодня для получения детального технико-коммерческого предложения и консультации по подбору оборудования под ваши задачи. Посетите наш раздел автоматические машины для розлива и запечатывания туб, чтобы ознакомиться с полным каталогом моделей и техническими характеристиками, или напишите нам напрямую для обсуждения вашего проекта.