
2026-06-05
Настройка тубонаполнительной машины с контролем уровня жидкости сводится к трем критическим параметрам: калибровке поршневого насоса под вязкость продукта, точной регулировке высоты подъема сопла и настройке чувствительности датчиков обратного отсчета. Ошибка даже на 0,5 мм в положении сопла или 2% в давлении воздуха приводит к перерасходу сырья или браку упаковки. В нашей практике мы видим, что большинство операторов начинают не с того конца — они крутят ручки давления, игнорируя температуру продукта, которая напрямую влияет на объем дозы. Правильный алгоритм действий требует сначала стабилизировать температурный режим в бункере, затем выставить механический ход поршня и только после этого тонко настроить электронную систему контроля заполнения через панель HMI. Если вы сделаете это в обратной последовательности, машина будет работать нестабильно при запуске линии.
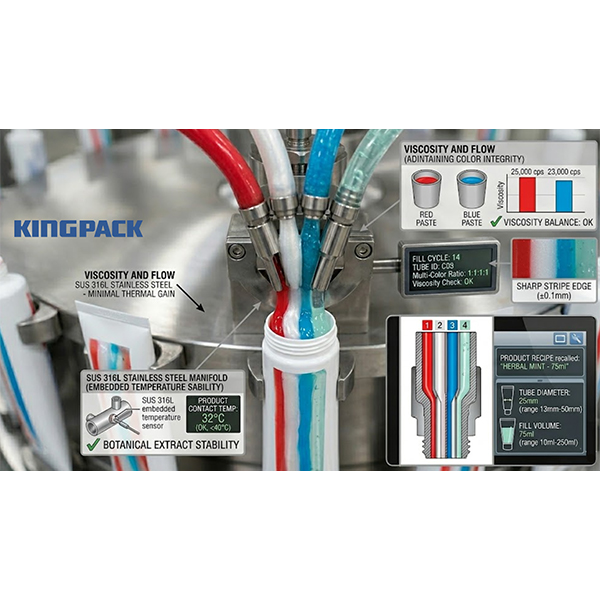
Ключевая проблема, с которой сталкиваются производители косметики и фармацевтики при работе с тубами, — это не столько отсутствие оборудования, сколько непонимание физики процесса наполнения густых эмульсий. Жидкость ведет себя иначе, чем крем или зубная паста. Воздух, захваченный в тубу во время быстрого ввода сопла, создает ложное ощущение полного заполнения, пока продукт не осядет. Современные тубонаполнительные машины, такие как те, что разрабатывает ООО «Уси Цзинпай Машина», решают эту проблему за счет системы обратного всасывания (suck-back) и многоэтапного профилирования скорости поршня. Однако даже самое совершенное оборудование требует ручной доводки под конкретную рецептуру. Ниже мы разберем пошаговый процесс настройки, основанный на реальном опыте внедрения линий в 68 странах, включая сложные случаи с абразивными пастами и летучими растворителями.
Прежде чем прикасаться к панели управления, необходимо провести аудит физических характеристик продукта и состояния самой машины. Мы часто видим ситуации, когда инженеры пытаются настроить высокую точность дозирования на оборудовании, где уплотнители поршней уже изношены или температура в зоне розлива колеблется. Это фундаментальная ошибка. Точность наполнения туб на 70% зависит от стабильности условий среды и 30% от настроек контроллера. Если ваш продукт — это зубная паста с абразивными частицами или тяжелый крем для рук с высоким содержанием жиров, его реология будет меняться в зависимости от времени простоя линии и температуры в цеху.
Начните с измерения вязкости продукта при рабочей температуре. Не полагайтесь на данные из лаборатории, полученные месяц назад. Вязкость может измениться из-за партии сырья или сезонных колебаний температуры в складе. Используйте вискозиметр прямо у бункера машины. Для продуктов с вязкостью выше 50 000 сП (сантимпуаз) стандартные настройки скорости будут недостаточны, и потребуется активация режима «медленного старта» поршня, чтобы избежать разбрызгивания внутри тубы. Для жидких лосьонов, напротив, высокая скорость ввода сопла необходима, чтобы минимизировать время цикла, но здесь возникает риск пенообразования.
Проверьте состояние пневматической системы. Давление воздуха должно быть стабильным и соответствовать паспортным данным, обычно это 0,6–0,8 МПа. Скачки давления в заводской сети — частая причина «плавающей» дозы. Если манометр на машине показывает нестабильные значения, установите дополнительный редуктор и ресивер непосредственно перед входом в машину. В одном из наших проектов в Восточной Европе клиент жаловался на постоянный недолив на 3–5%. После диагностики выяснилось, что компрессор включался именно в момент работы наполнительной головки, просаживая давление. Установка локального буфера решила проблему без перепрограммирования ПЛК.
Особое внимание уделите материалу туб. Ламинарные тубы (пластик/алюминий/пластик) ведут себя иначе, чем цельнопластиковые (PE/PP). При вводе сопла ламинатная туба может слегка деформироваться, если зажим слишком сильный, что изменяет внутренний объем. Цельнопластиковые тубы более эластичны, но склонны к статическому электричеству, которое притягивает продукт к стенкам, мешая правильному определению уровня датчиками. Перед запуском серии обязательно продуйте тракт подачи продукта и проверьте чистоту сопел. Засохшие остатки вчерашней смены на кромке сопла нарушают герметичность отсечки, вызывая подтекание («сопли») после каждого цикла.
Компания ООО «Уси Цзинпай Машина», имея более 20 лет опыта в производстве оборудования для эмульгирования и розлива, рекомендует использовать нержавеющую сталь SUS316L для контактных частей при работе с агрессивными средами или продуктами, требующими стерильности. Наши полностью автоматические машины для розлива и запечатывания туб спроектированы так, чтобы минимизировать мертвые зоны, где продукт может застаиваться. Однако даже при использовании оборудования высшего класса, соответствие стандартам GMP требует от оператора строгого соблюдения протоколов мойки и проверки целостности уплотнений перед каждой настройкой новой партии.
Настройка начинается с механической части. Электроника лишь корректирует то, что уже настроено «железом». Первым шагом является регулировка хода поршня дозирующего цилиндра. На большинстве современных машин этот параметр задается через сервопривод, но физический предел хода должен быть проверен вручную. Откройте защитный кожух и найдите регулировочную гайку или программный лимит хода. Для точной дозировки малых объемов (менее 20 мл) ход поршня должен быть минимально необходимым. Чем меньше ход при том же диаметре цилиндра, тем выше точность, но ниже производительность. Здесь нужен баланс.
Второй критический этап — установка высоты сопла (nozzle lifting). Это самый важный параметр для контроля уровня жидкости и предотвращения загрязнения горловины тубы. Сопло должно погружаться в тубу достаточно глубоко, чтобы продукт вытекал ближе к дну, вытесняя воздух вверх, но не касаться дна, чтобы не деформировать тубу и не создать обратное давление. Идеальное расстояние между кончиком сопла и дном тубы составляет 5–10 мм. Если сопло находится слишком высоко, продукт падает с высоты, вспенивается и разбрызгивается по стенкам. Если слишком низко — туба может быть продавлена, особенно если это мягкий полиэтилен.
Регулировка высоты обычно осуществляется маховиком на вертикальной направляющей или через меню привода подъема. Запустите машину в ручном режиме (Jog mode). Подведите тубу под головку, опустите сопло и визуально оцените зазор. Используйте калибр или линейку для точности. После фиксации высоты проверьте синхронизацию движения сопла и открытия клапана. Клапан подачи продукта должен открываться только тогда, когда сопло достигло нижней точки или находится в безопасной зоне погружения. Преждевременное открытие приводит к капле продукта на горловине еще до начала основного цикла наполнения.
Третий шаг — настройка системы обратного всасывания (suck-back). Эта функция обязательна для вязких продуктов. В момент завершения дозирования поршень делает микро-движение назад, создавая разрежение в сопле. Это отрезает струю продукта и втягивает остаток капли обратно внутрь канала, предотвращая подтекание. Величина обратного хода подбирается экспериментально. Начните с 2–3 мм. Если после отсечки остается длинная нить продукта, увеличьте ход обратного всасывания. Если же в тубу попадает меньше продукта, чем задано, или слышен звук подсоса воздуха, уменьшите ход. Слишком агрессивный suck-back может засосать воздух в систему, что приведет к образованию пузырей в следующей дозе.
Четвертый этап касается системы зажима туб. Туба должна быть зафиксирована жестко, но без повреждения. Если зажим слабый, туба вибрирует при вводе сопла, и датчик уровня может сработать некорректно или сопло ударится о край горловины. Если зажим слишком сильный, овальная деформация тубы изменит ее внутренний объем, и при расслаблении после наполнения уровень продукта визуально изменится. Отрегулируйте давление в пневмоцилиндрах зажима так, чтобы туба не проворачивалась пальцами, но сохраняла идеальную круглую форму. Для квадратных или фигурных туб используйте специальные адаптеры-вкладыши.
Пятый шаг — проверка герметичности тракта. Подайте продукт в бункер и запустите несколько циклов холостого хода (без туб), наблюдая за соплом. Затем поставьте тубы и проведите серию пробных наполнений. Взвесьте каждую наполненную тубу на высокоточных весах. Разброс веса не должен превышать ±0,5% от целевого значения для жидкостей и ±1% для паст. Если разброс больше, ищите причину в механике: люфт в шатунах, износ уплотнений поршня или нестабильность давления воздуха. Только после достижения стабильной механической дозировки переходите к настройке электронных систем контроля.
Современная тубонаполнительная машина оснащена сложной системой обратной связи, которая использует данные с датчиков для коррекции процесса в реальном времени. Основная задача этой системы — компенсировать неизбежные микро-колебания, которые не может устранить механика. Существует два основных типа контроля: по времени/объему (открытый контур) и по фактическому уровню/весу (замкнутый контур). Для задач высокого контроля качества, особенно в фармацевтике, необходим второй вариант.
Если ваша машина оснащена системой контроля уровня через оптические или емкостные датчики, принцип работы заключается в следующем: датчик, расположенный на определенной высоте над горловиной или внутри зоны наполнения, фиксирует приближение продукта. Как только продукт достигает заданной метки, сигнал поступает на ПЛК, который мгновенно закрывает клапан. Чувствительность таких датчиков критически важна. Слишком высокая чувствительность приведет к тому, что датчик сработает от брызг или пены, недолив тубу. Слишком низкая — продукт перельется через край.
Настройка порога срабатывания датчика производится через интерфейс оператора. Введите тестовый режим датчиков. Медленно поднимите уровень продукта в контрольной тубе (или используйте имитатор) до нужной отметки. Зафиксируйте значение сигнала в контроллере как точку отсечки. Добавьте запас (hysteresis) в 2–3 мм, чтобы исключить дребезг сигнала. Важно понимать: для прозрачных жидкостей оптические датчики работают лучше, тогда как для непрозрачных кремов и паст предпочтительнее емкостные или ультразвуковые сенсоры, которые реагируют на массу диэлектрика.
В системах с весовым дозированием (checkweigher integration) настройка происходит иначе. Здесь машина наполняет тубу «на глаз» с небольшим недоливом, затем туба проходит через весы, и система автоматически корректирует время открытия клапана для следующей тубы. Это метод динамической коррекции. При настройке такого режима важно правильно задать коэффициент корреляции между временем открытия клапана и массой продукта. Этот коэффициент нелинеен: в начале потока продукт идет быстрее, в конце, при выравнивании давления в бункере, медленнее. Проведите серию из 20–30 тестовых наполнений, чтобы система собрала статистику и вышла на рабочий режим.
Отдельного внимания заслуживает настройка защиты от отсутствия тубы (no tube, no fill). Датчик наличия тубы должен срабатывать раньше, чем начнется цикл опускания сопла. Задержка здесь недопустима, иначе сопло ударится о звезду транспортера или предыдущую тубу. Отрегулируйте временную задержку между сигналом «туба на месте» и началом цикла наполнения. Обычно это 100–200 мс. Проверьте работу этой функции, убирая тубы вручную во время работы машины. Машина должна мгновенно останавливать цикл дозирования без единой капли пролитого продукта.
Мы столкнулись со случаем на производстве бытовой химии, где система контроля уровня постоянно давала сбои. Оказалось, что источник проблемы был не в датчиках, а в освещении цеха. Мощные лампы дневного света, мигая с частотой сети, создавали помехи для оптических сенсоров. Экранирование датчиков и замена ламп на светодиоды с драйверами постоянного тока полностью устранили проблему. Это подчеркивает важность учета внешних факторов при настройке электроники. Не всегда виновата программа.
Универсальных настроек не существует. То, что идеально работает для шампуня, катастрофически плохо подойдет для зубного порошка или густой мази. Понимание реологии вашего продукта — ключ к успешной настройке. Рассмотрим три основные категории продуктов и специфические подходы к ним.
Низковязкие жидкости (вода, тоники, жидкое мыло). Главная проблема здесь — инерция потока и пенообразование. Жидкость продолжает вытекать из сопла даже после закрытия клапана из-за инерции. Чтобы бороться с этим, используйте клапаны с быстрым временем реакции (пневматические мембранные клапаны) и настройте функцию «двухступенчатого наполнения». Первая стадия — быстрый поток (80% объема), вторая стадия — медленный поток (20% объема) для точной добивки уровня. Скорость подъема сопла должна быть высокой, чтобы оно успело выйти из горловины до того, как остаточная капля упадет на край. Для таких продуктов критически важен угол среза сопла — он должен быть острым, чтобы разрывать струю.
Средневязкие продукты (кремы, лосьоны, гели). Это самая распространенная категория. Здесь важно избежать захвата воздуха. Продукт должен заполнять тубу снизу вверх, вытесняя воздух. Настройте скорость опускания сопла синхронно со скоростью наполнения. Если сопло опускается слишком медленно, верхние слои продукта могут захватить пузырьки воздуха. Если слишком быстро — возникнет турбулентность. Оптимальная скорость — 50–80 мм/с. Для продуктов, склонных к расслоению (эмульсии), избегайте высоких скоростей сдвига в насосе. Поршневые насосы предпочтительнее перистальтических для сохранения структуры эмульгатора.
Высоковязкие и абразивные пасты (зубная паста, строительные смеси, густые мази). Основная сложность — высокое сопротивление течению и риск образования пустот (кавитации) в цилиндре насоса. Требуется предварительное сжатие продукта в бункере (если есть шнековый питатель) для удаления воздуха перед подачей в дозатор. Настройте цикл «пауза перед дозированием», чтобы продукт успел заполнить камеру насоса под давлением. Обратное всасывание (suck-back) здесь должно быть максимальным, так как паста тянется длинной нитью. Также важно использовать усиленные уплотнения поршня, так как абразивные частицы быстро изнашивают стандартные тефлоновые кольца. Компания ООО «Уси Цзинпай Машина» применяет в своем оборудовании специальные износостойкие композиты для таких задач, что значительно продлевает межсервисный интервал.
Температурный фактор нельзя игнорировать. Многие жиры и воски меняют вязкость экспоненциально при изменении температуры на несколько градусов. Если в цеху ночью холодно, а днем жарко, утренние настройки станут неактуальными к обеду. Решение — установка рубашки подогрева/охлаждения на бункере и дозирующем цилиндре. Поддерживайте температуру продукта постоянной, например, 45°C для кремов на основе пчелиного воска. Это стабилизирует процесс и сделает настройку машины предсказуемой.
Даже опытные операторы допускают ошибки, которые приводят к браку и простою линии. Анализ сотен случаев наладки позволяет выделить самые частые проблемы и дать четкие инструкции по их решению.
Проблема 1: Нестабильный вес дозы (разброс более 2%).
Причина: Чаще всего это воздух в продукте или нестабильное давление питания. Пузырьки воздуха в дозирующем цилиндре сжимаются, уменьшая фактический объем выброса.
Решение: Проведите процедуру удаления воздуха (priming). Запустите машину в режим циркуляции продукта через байпас, пока из прозрачных шлангов не исчезнут пузыри. Проверьте уровень продукта в бункере — он не должен падать ниже минимальной отметки, иначе насос начнет хватать воздух. Установите регулятор давления с манометром непосредственно на входе в машину.
Проблема 2: Загрязнение горловины тубы (продукт на резьбе).
Причина: Неправильная траектория подъема сопла или отсутствие функции suck-back. Капля продукта срывается с сопла при выходе и падает на резьбу.
Решение: Увеличьте ход обратного всасывания. Проверьте, чтобы сопло поднималось строго вертикально без раскачивания. Если проблема сохраняется, попробуйте снизить скорость подъема сопла в момент выхода из горловины. Иногда помогает установка дополнительной обдувки горловины сжатым воздухом сразу после наполнения.
Проблема 3: Деформация тубы при наполнении.
Причина: Слишком глубокое погружение сопла или чрезмерное давление зажима.
Решение: Отрегулируйте высоту нижнего предела сопла. Оно не должно касаться дна. Ослабьте давление в пневмоцилиндрах зажима туб. Для тонкостенных туб используйте поддержку дна (нижнюю платформу), которая поднимается вместе с тубой, компенсируя давление сверху.
Проблема 4: Ложные срабатывания датчика «Нет тубы».
Причина: Загрязнение датчика или неправильная чувствительность.
Решение: Очистите сенсор спиртовой салфеткой. Перенастройте порог чувствительности в меню, учитывая цвет тубы (темные тубы требуют иной настройки, чем прозрачные). Убедитесь, что внешнее освещение не попадает напрямую на приемник датчика.
Важно помнить: метод проб и ошибок имеет предел. Если вы перепробовали все механические регулировки, а результат неудовлетворителен, возможно, оборудование не подходит для данного типа продукта по своим техническим характеристикам (например, диаметр поршня слишком велик для малой дозы). В таких случаях требуется замена дозирующего узла на более подходящий типоразмер.
Для фармацевтической и пищевой промышленности настройка машины не заканчивается получением качественной тубы. Процесс должен быть валидирован и задокументирован в соответствии со стандартами GMP и ISO 9001. Это требование не бюрократии, а гарантия стабильности качества в долгосрочной перспективе.
Первый этап валидации — IQ (Installation Qualification). Проверьте, что машина установлена правильно, все коммуникации подключены согласно схеме, уровни выверены, а заземление соответствует нормам. Второй этап — OQ (Operational Qualification). Запустите машину на всех режимах скоростей и проверьте выполнение всех функций (аварийная остановка, защита, дозировка) в граничных условиях. Третий этап — PQ (Performance Qualification). Проведите три последовательные серии по 30–50 минут каждая. Отбирайте каждую 10-ю тубу для взвешивания и визуального контроля. Статистическая обработка данных (расчет CpK) должна показать, что процесс находится в статистически управляемом состоянии.
Все параметры настройки должны быть сохранены в виде «Рецепта» в памяти машины и продублированы в бумажном или электронном журнале настроек. Записывайте: номер партии продукта, температуру, давление воздуха, настройки хода поршня, высоту сопла, параметры suck-back. Это позволит при следующем запуске этой же продукции восстановить настройки за 15 минут, а не тратить полдня на повторную наладку.
ООО «Уси Цзинпай Машина» предоставляет полное сопровождение процессов валидации для своих клиентов. Наше оборудование, сертифицированное по CE и ISO9001, оснащено функцией ведения журналов событий (event logging), которая автоматически фиксирует все изменения параметров оператором. Это упрощает аудит и расследование причин брака. Помните, что документация — это такая же часть машины, как и стальной корпус. Без нее вы не сможете доказать безопасность и эффективность своего производства проверяющим органам.
Настройка тубонаполнительной машины с контролем уровня жидкости — это комплексный процесс, требующий понимания взаимосвязи между механикой, пневматикой, электроникой и свойствами самого продукта. Нет волшебной кнопки «Идеальное наполнение». Есть последовательный, логичный путь от подготовки оборудования и анализа реологии до тонкой калибровки датчиков и валидации процесса. Ошибки на любом из этих этапов стоят денег: в виде брака, простоев и потери репутации.
Главный вывод, который мы хотим донести: не экономьте время на этапе первичной настройки и подготовки. Потраченные лишние 30 минут на стабилизацию температуры продукта и проверку давления воздуха сэкономят вам часы борьбы с браком в течение смены. Регулярное профилактическое обслуживание (замена уплотнений, чистка датчиков, проверка пневматики) важнее, чем любые сверхточные настройки. Изношенная машина никогда не будет работать точно, как новая.
Если вы сталкиваетесь со сложными продуктами, требующими особых условий (взрывозащита, стерильность, работа с агрессивными средами), убедитесь, что ваше оборудование соответствует этим требованиям. Линии, поставляемые компанией ООО «Уси Цзинпай Машина», поддерживают индивидуальные решения для интеллектуальных производственных линий и адаптируются под специфические задачи клиентов в 68 странах мира. Использование оборудования из нержавеющей стали SUS304/SUS316L и соблюдение стандартов GMP закладывает фундамент для беспроблемной эксплуатации.
Не бойтесь экспериментировать с параметрами в безопасном режиме, фиксируя каждый шаг. Создавайте свою базу знаний по настройке для каждого типа продукта. Со временем этот опыт станет вашим главным конкурентным преимуществом. И помните, что технологии не стоят на месте: современные системы машинного зрения и искусственного интеллекта начинают брать на себя функции самонастройки, но понимание базовых принципов, описанных в этой статье, останется необходимым условием для эффективного управления производством.
Для получения детальных технических консультаций, помощи в подборе оборудования или организации сервисного обслуживания свяжитесь с нашими специалистами. Мы готовы предоставить индивидуальные решения, которые обеспечат стабильность и эффективность вашего производства. Оборудование для розлива и упаковки от производителя — это надежный партнер для вашего бизнеса.
Как часто нужно перекалибровывать машину при смене продукта?
Каждая смена продукта требует полной перенастройки. Даже если вязкость похожа, плотность и поведение при сдвиге могут отличаться. Сбросьте старый рецепт и пройдите цикл настройки заново. Попытка «подкрутить» старые параметры под новый продукт почти всегда ведет к браку.
Что делать, если датчик уровня постоянно показывает ошибку?
Проверьте чистоту сенсора. Протрите его мягкой тканью со спиртом. Убедитесь, что на него не падает прямой свет от ламп цеха. Проверьте настройки чувствительности в меню — возможно, порог срабатывания сбит. Если проблема не решается, замените датчик, так как он мог выйти из строя.
Можно ли наполнять горячие продукты (выше 60°C)?
Да, но требуется специальное исполнение машины с рубашками подогрева/охлаждения и термостойкими уплотнениями. Горячий продукт при остывании меняет объем, поэтому настройку уровня нужно проводить с учетом коэффициента температурного расширения, ориентируясь на объем при комнатной температуре.
Какова точность дозирования современных машин?
Для жидкостей точность достигает ±0,5%, для паст и кремов — ±1%. Эти показатели достижимы только при стабильных свойствах продукта и исправном состоянии оборудования. Реальная точность зависит от квалификации оператора и качества подготовки линии.
Нужен ли сжатый воздух особой очистки?
Да, настоятельно рекомендуется. Влага и масло в сжатом воздухе разрушают пневмоклапаны и цилиндры, приводя к нестабильной работе машины. Используйте качественные фильтры-регуляторы-лубрикаторы (FRL) на входе в машину и регулярно сливайте конденсат.